





24H全国咨询热线
微信
免费通话
Language
language

新闻中心
News Center
激光焊接机理
Jul 29,2025

当金属物体受到激光束照射时,会吸收部分激光束的能量,一部分激光束被金属吸收,金属材料迅速升温,一部分金属受热熔化导致物体温度迅速升高,局部区域熔化。激光焊接根据入射激光的功率密度可分为两种焊接模式:热传导焊接和深熔焊接。当激光功率密度为103 W / cm2 105 W / cm2 之间时,金属受热沿着激光束行进方向发生熔化,不发生汽化,未形成焊接匙孔,这就是热传导焊接。当激光功率密度超过106 W / cm2时,金属发生汽化,产生反冲压力,熔池形成匙孔,反冲压力与熔融金属相互挤压形成匙孔,激光束在匙孔表面多次反射吸收,这种情况被称为激光深熔焊接。
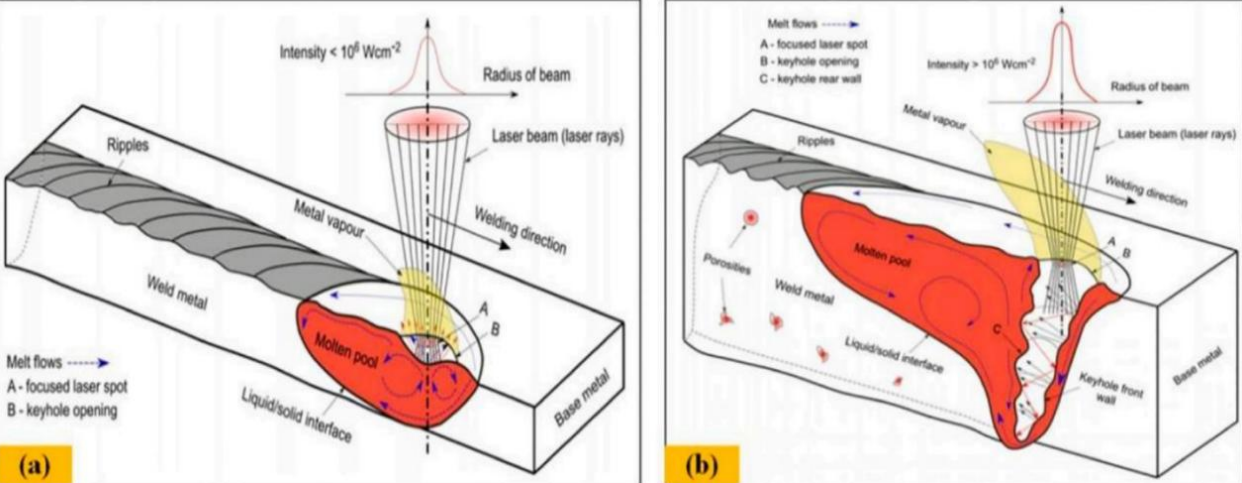
激光束焊接示意图,(a)热导焊,(b)深熔焊
上图展示了上述两种焊接模式的示意图。当激光功率密度不够大时,照射到金属表面,只会造成固态金属熔融成液态金属,不会发生汽化,如图 1(a)所示。匙孔的形成是由于激光功率密度高的激光照射到金属表面造成部分金属汽化,汽化产生的反冲压力与熔池中的熔融金属相互挤压而形成的。在焊接的开始阶段,金属表面由于受热会形成一个较宽的熔池,随着焊接的进行液态金属的汽化,会形成一个窄而深的焊缝,如图 1(b)所示。
激光焊接过程中,熔池流动行为对于研究熔池凝固后的焊缝质量以及内部缺陷的形成机理至关重要。激光束作用于材料后,将金属材料熔化形成熔池,熔池内部所受作用力如图 1-3 所示。在激光焊接和激光清洗制造过程中,熔池中主要有四种作用力:浮力,马兰戈尼力,重力和剪切应力。当激光功率密度高于一定值时,熔池中形成匙孔,匙孔内的金属材料受热发生汽化,与液态金属挤压产生反冲压力。
作用于熔池中的力
浮力的产生主要是由于受到熔池中组分差异和液态金属密度变化的影响。熔池中金属的密度与温度有关,温度越高,材料密度越小。在焊接过程中,熔池底层温度低于上层温度,形成了密度差,使得液体中产生向上的浮力,如图 浅蓝色箭头所示。重力对熔池的作用方向与浮力作用方向相反,如图 绿色箭头所示。依据相关研究,在激光平板焊接过程中,重力对焊后质量的影响微乎其微。但是,当焊接环境为低压或真空,或非平板焊接时,如圆柱焊缝或倾斜焊缝时,重力对熔池流动起着不可忽略的作用。在激光焊接圆柱件或倾斜板时,液态金属受重力作用与材料成一定夹角的方向流动,易造成熔池不稳定、气孔等焊接缺陷。除了重力和浮力,还存在着一种重要力——马兰戈尼力(Marangoni)。它是激光焊接中的一种主要驱动力,引发熔池中液体发生对流。
在匙孔激光焊接中,反冲压力可以被认为是主导力,其他驱动力对匙孔焊接中的流体动力学影响可以忽略不计。。由于金属材料受热汽化,会在激光照射正上方形成一个金属蒸汽,激光焊接过程中汽化电离的行为特性也与熔池的稳定性、焊缝匙孔形成密切相关,容易导致焊缝出现气孔、飞溅、凹陷、熔合不完全等缺陷。
总结一下,激光焊接时,金属材料受热会发生熔化、凝固、蒸发等现象。金属蒸汽蒸发时会形成一个反冲压力,熔池形成一个深且窄的焊接匙孔。在这个过程中,反冲压力大小不断变化,造成匙孔宽度也在不断变化,同时熔池中的液态金属也存在着不稳定性流动。匙孔宽度和熔池内液体的稳定性对焊接质量的影响至关重要。
*本资料部分信息源于公开网络渠道,其版权归属原作者所有。
若内容涉及版权争议或授权问题,请通过halllaser@halllaser.com 联系我司,我们将依法配合处理。
上一页:







