





24H全国咨询热线
微信
免费通话
Language

新闻中心
News Center
激光焊接中摆动参数的影响
Aug 06,2025

摆动频率与摆幅是调控能量分布与熔池行为的两个最核心的工艺正交参数。频率定义了能量在时间维度上的重复施加速率,高频(通常>100Hz)意味着对熔池进行快速、连续的冲击与搅拌,有利于实现能量的宏观均匀化和动态稳定,而低频则使能量的周期性作用特征更为凸显。
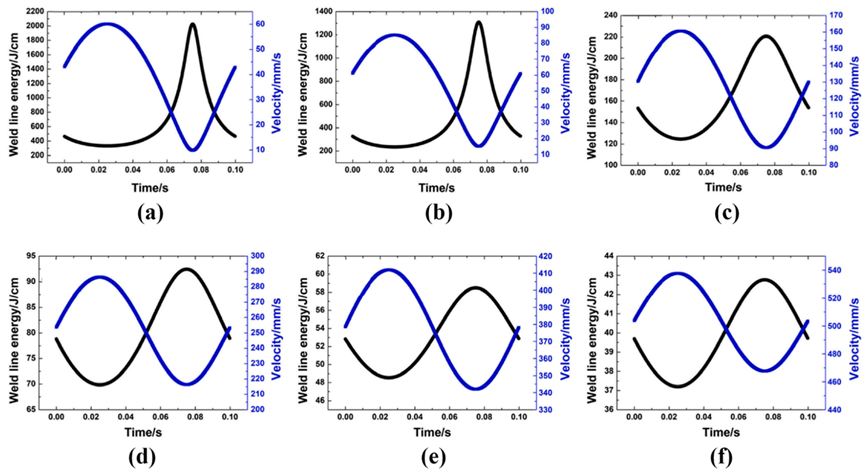
图2. 不同频率下单个循环中焊缝能量和速度的变化情况。(a) 10 Hz,(b) 20 Hz,(c) 50 Hz,(d) 100 Hz,(e) 150 Hz,(f) 200 Hz。
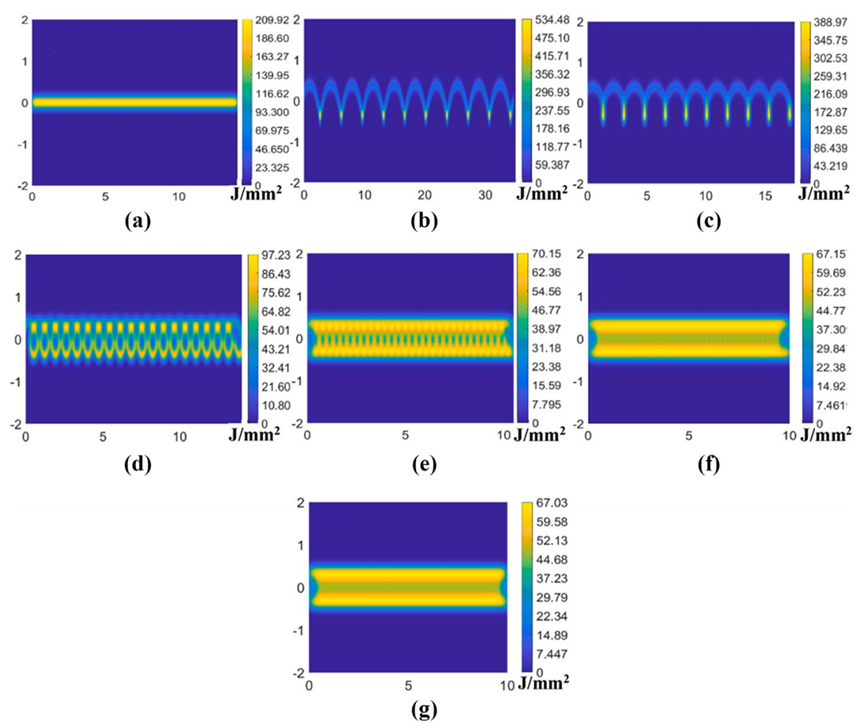
图3. 不同频率下的焊接能量密度分布(a) 0 Hz,(b) 10 Hz,(c) 20 Hz,(d) 50 Hz,(e) 100 Hz,(f) 150 Hz,(g) 200 Hz。
摆幅则定义了能量在空间维度上的覆盖范围,大摆幅以牺牲局部能量密度为代价换取更宽的熔合区与更强的横向作用力,适用于桥接大间隙;小摆幅则将能量高度约束于近中心线区域,通过路径的几何效应实现对标准高斯光斑能量分布的“塑形”,或柔化或锐化,以适应精细控制的需求。这两个参数与焊接速度共同决定了摆动重叠率,从而构成了从线状热源到面状热源、从周期性强脉冲到准连续平滑输入的完整工艺调控区间。
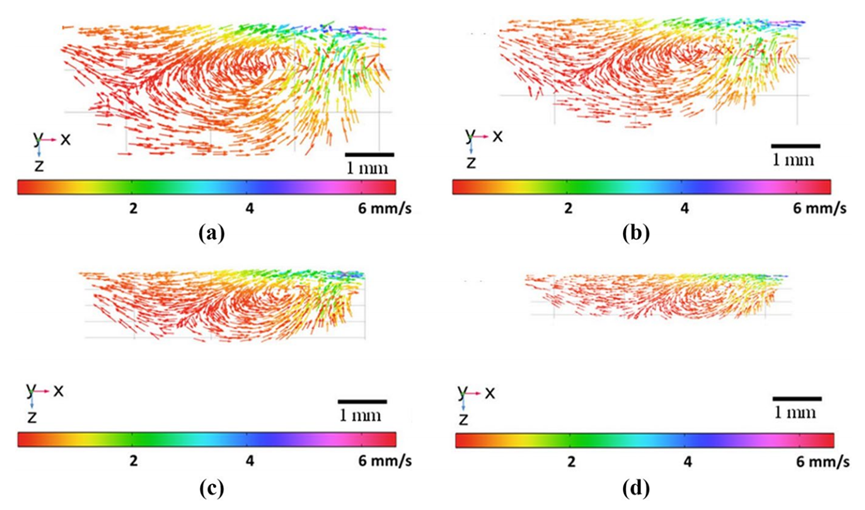
图4. 在恒定功率为 4.5 kW、速度 4 m/min、频率为 200 Hz的情况下,不同摆幅下流体流速分布图。(a) 0.6 mm,(b) 1.2 mm,(c) 1.8 mm,(d) 2.4 mm 。
*本资料部分信息源于公开网络渠道,其版权归属原作者所有。
若内容涉及版权争议或授权问题,请通过halllaser@halllaser.com 联系我司,我们将依法配合处理。
上一页:
下一页:







