





24H全国咨询热线
微信
免费通话
Language

新闻中心
News Center
薄板异种铝合金激光深熔焊温度场及熔池特性的数值模拟
Jul 08,2025

铝合金因其高导电/导热性、耐腐蚀性、成本效益及轻量化特性,广泛应用于航空航天和新能源汽车领域。激光焊接在电池极耳/汇流排连接中具有优势,但薄板铝合金的热膨胀和导热性问题对工艺参数优化提出挑战。实验优化受成本和机理复杂性限制,数学建模更具优势。既往研究多针对厚板及同种合金,缺乏基于熔池特性的参数优化。本研究选取1050Al(极耳)和6061Al(汇流排),通过ANSYS Fluent建立非线性瞬态热传导模型,采用高斯旋转体热源模拟激光深熔焊温度场及熔池特性。仿真测试了激光功率(550–950 W,速度55 mm/s)和焊接速度(25–65 mm/s,功率700 W),并通过实验验证。结果表明:热源附近温度梯度陡峭,热影响区温度普遍高于400 K;模拟与实际熔池形态高度吻合,熔宽偏差4.93%,熔深偏差4.88%。以深宽比优化参数发现,0.32(P=650 W,v=55 mm/s)为最优值,力学性能最佳。对应焊缝鱼鳞纹清晰,母材-焊缝界面平直,剪切强度达765.41 N。断口呈泪滴状,为纯剪切断裂。EDS分析显示焊缝区为98.92% α-Al(0.64% Mg,0.42% Si),近缝区含97.94% α-Al及1.41% Mg、0.65% Si(含Mg₂Si),可缓解耐蚀性下降。本研究数值模拟方法可指导薄板异种铝合金实际焊接的工艺参数选择,提升焊接效率与质量。
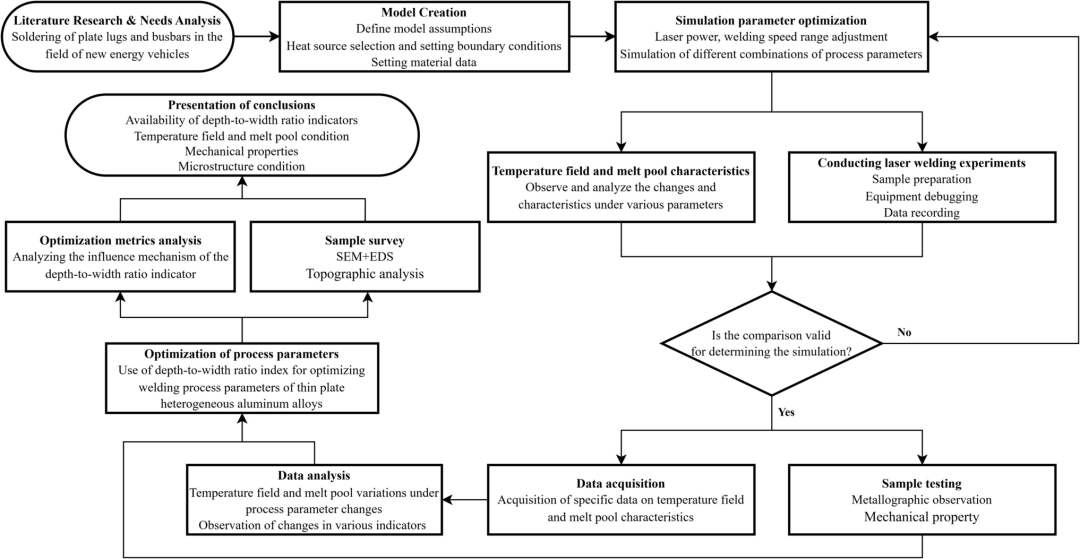
图1研究流程图
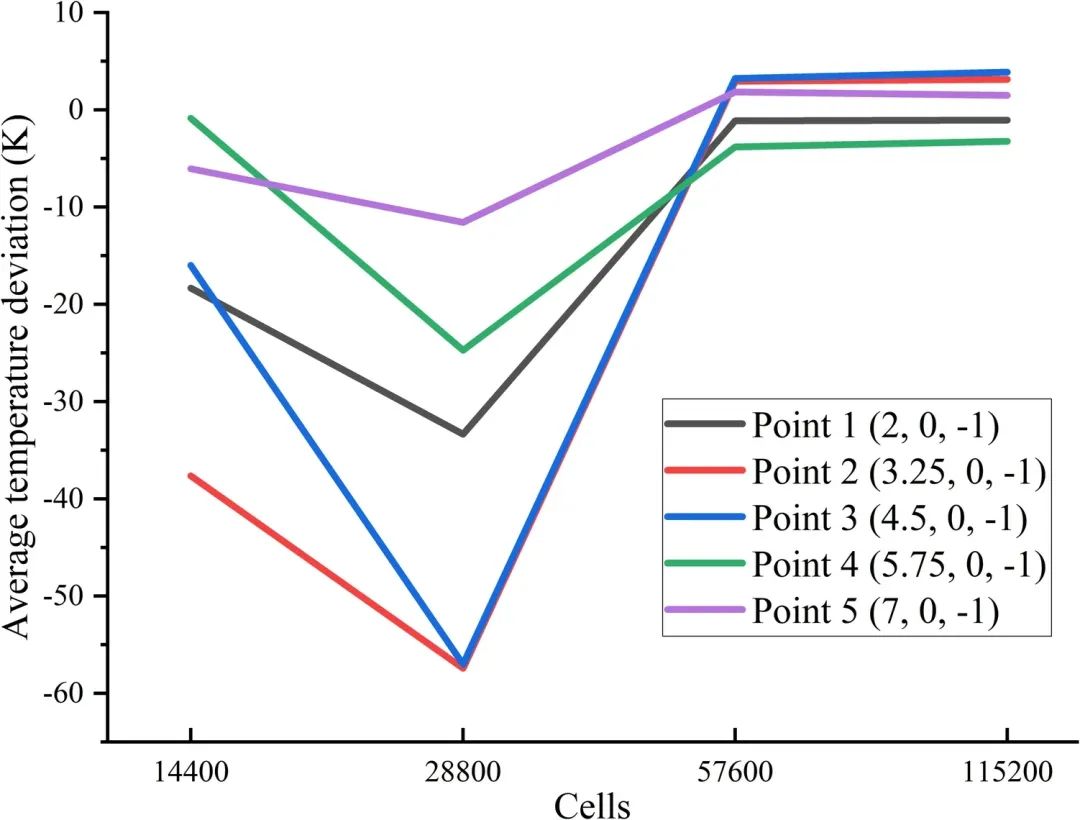
图2网格无关性验证(平均温度偏差)
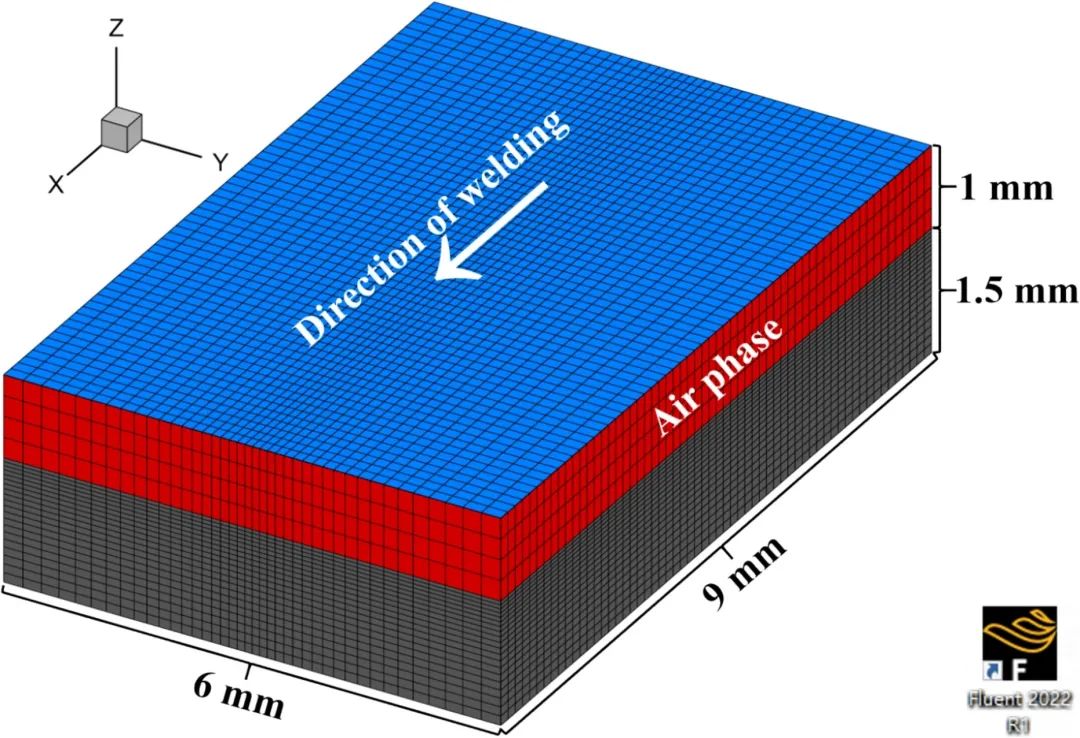
图3有限元模型描述及仿真软件
图4模拟与实验焊缝形貌对比:a 实际;b 模拟
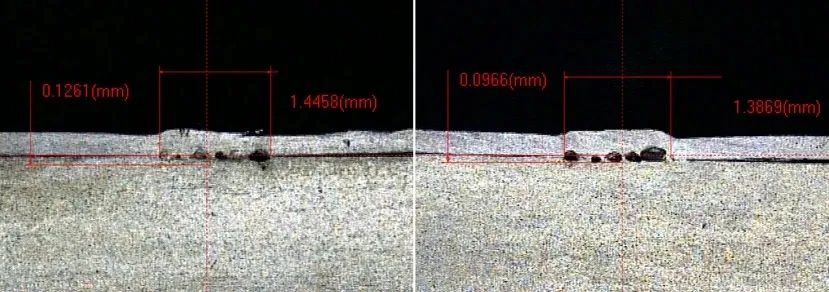
图5熔宽与熔深实测图(P=650 W,v=55 mm/s)
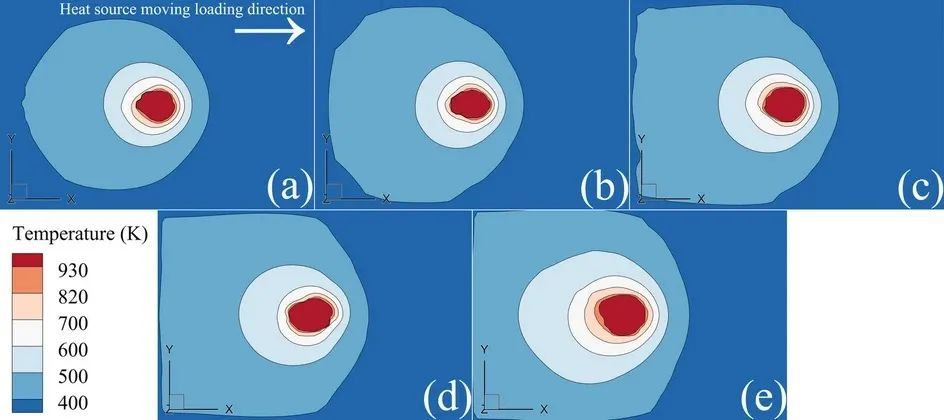
图6不同激光功率下上表面温度分布云图(x=4.5 mm,v=55 mm/s):a 550 W;b 650 W;c 750 W;d 850 W;e 950 W
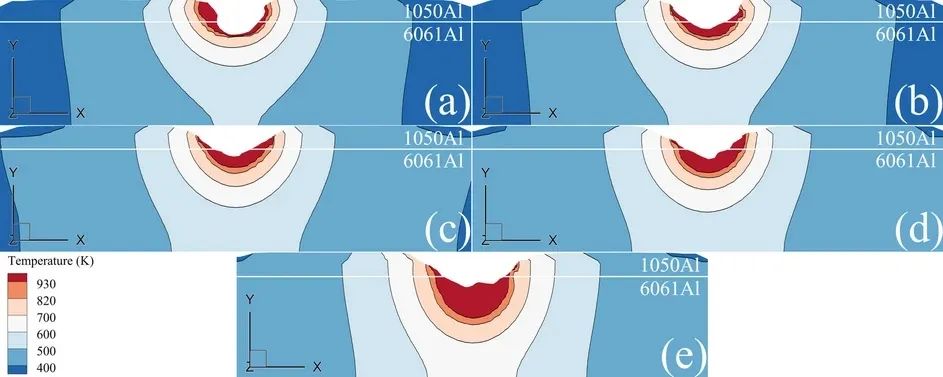
图7不同激光功率下横截面温度分布云图(x=4.5 mm,v=55 mm/s):a 550 W;b 650 W;c 750 W;d 850 W;e 950 W
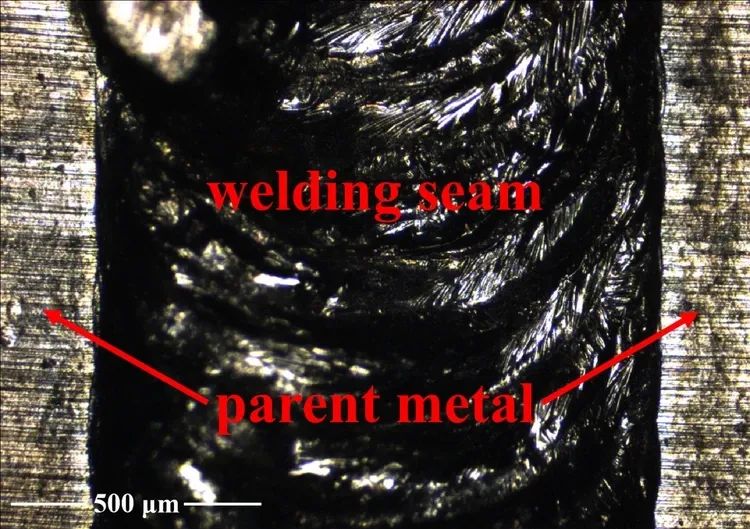
图8最小深宽比下薄板异种铝合金焊接接头形貌(P=650 W,v=55 mm/s)
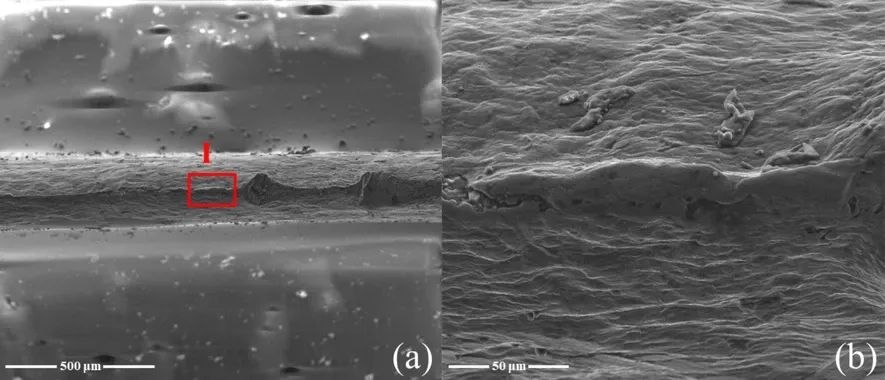
图9焊接接头断口形貌:a 断裂颈缩;b 局部I放大图(P=650 W,v=55 mm/s)
本研究采用高斯旋转体热源对薄板异种铝合金激光深熔焊过程进行数值模拟,分析了熔池温度场及特性,并以深宽比优化工艺参数,通过激光焊接实验验证仿真结果。主要结论如下:
1.薄板异种铝合金激光深熔焊熔池横截面温度场显示,热源附近温度梯度显著,热影响区温度多高于400 K。
2.模拟结果与实际熔池特性吻合良好,均呈“碗状”,熔宽偏差4.93%,熔深偏差4.88%(均<10%)。激光功率对熔池特性的影响大于焊接速度。
3.深宽比是工艺参数优化的重要指标。当深宽比最小(0.32)时,薄板异种铝合金焊缝表面鱼鳞纹明显,母材-焊缝界面平直,剪切强度达最大值765.41 N。金相分析表明断口存在颈缩,呈纯剪切特征。焊缝区以α-Al为主(98.92% Al,0.64% Mg,0.42% Si),近缝区含α-Al及少量Mg₂Si(97.94% Al,1.41% Mg,0.65% Si),可有效避免耐蚀性大幅下降。
*文章来自上海应用技术大学机械工程学院与上海应用技术大学物理气相沉积(PVD)超硬涂层及装备工程技术研究中心
上一页:
下一页:







